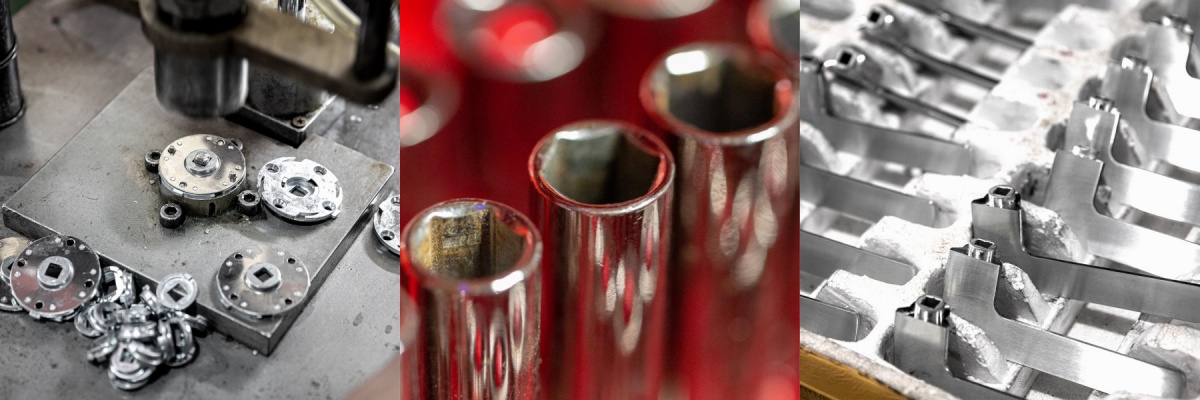
Turnare sub presiune
Procesul de turnare sub presiune este de a presa metalul topit într-o matriță sub presiune înaltă pentru a forma diferite forme complexe ale pieselor feroneriei ușilor. Acest proces trebuie finalizat într-un timp foarte scurt pentru a preveni răcirea și solidificarea metalului. După ce metalul lichid este injectat în matriță, acesta trebuie să fie răcit și solidificat. Procesul de răcire se finalizează de obicei în câteva secunde până la câteva minute, în funcție de dimensiunea și forma piesei. După răcire, piesa va fi scoasă din matriță și prelucrată ulterior.

Prelucrare
Piesele semifabricate și turnate sub presiune îndepărtate necesită de obicei unele proceduri de post-procesare, cum ar fi debavurarea, tratarea suprafeței, prelucrarea (găurire, filetare) etc. Aceste proceduri pot îmbunătăți calitatea suprafeței și acuratețea dimensională a pieselor pentru a îndeplini cerințele de proiectare.
CNC (control numeric de calculator)
Procesul CNC utilizează programe de calculator pentru a controla mișcarea și funcționarea mașinilor-unelte și poate finaliza eficient și precis diverse sarcini de tăiere, frezare, strunjire, găurire și alte sarcini de prelucrare pentru piesele feroneriei ușilor.
Mașinile-unelte CNC pot funcționa continuu fără intervenția umană, îmbunătățind considerabil eficiența producției. Timpul de procesare a pieselor complexe este redus semnificativ, iar ciclul de producție este redus semnificativ.
Schimbând programe și unelte, mașinile-unelte CNC se pot adapta rapid nevoilor de prelucrare ale diferitelor piese. Această flexibilitate face ca procesul CNC să fie potrivit pentru modele de producție cu loturi mici, personalizate de client.

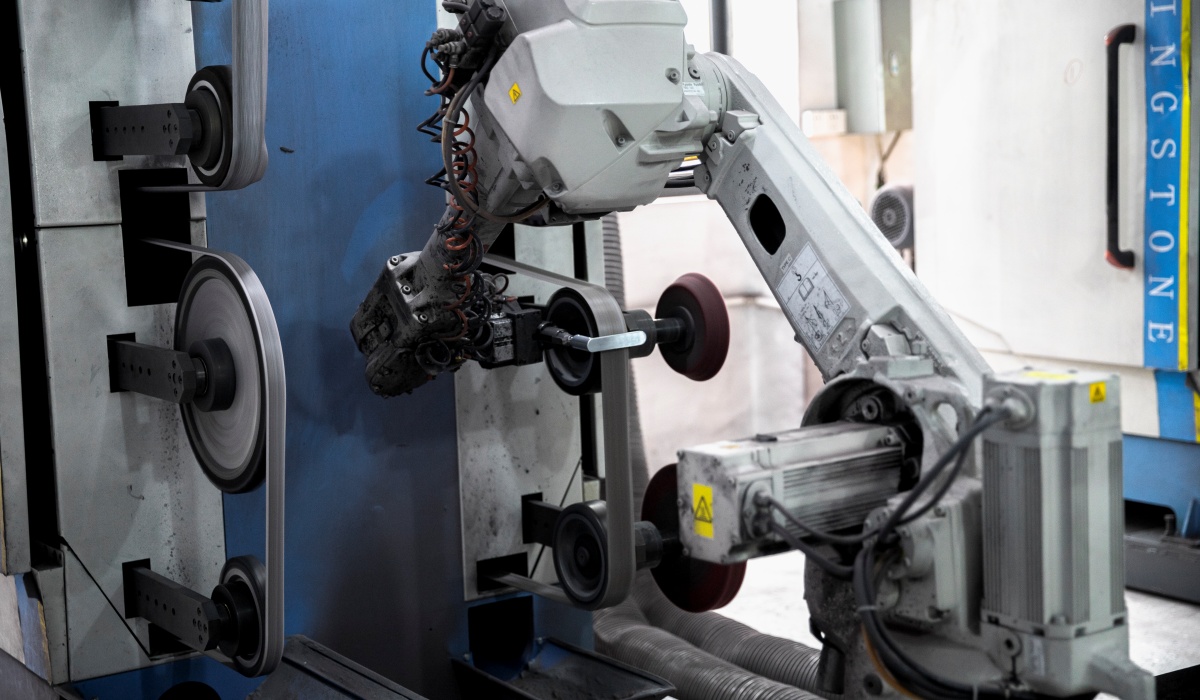
Lustruire
Lustruirea este întotdeauna importantă. Avem propria noastră fabrică de lustruit cu aproximativ 15 muncitori cu experiență. În primul rând, folosim curele abrazive aspre (granule abrazive mari) pentru a lustrui „blițurile” și „urmele de poartă”. În al doilea rând, folosim curele abrazive fine (granule abrazive mici) pentru a lustrui formele. În cele din urmă folosim roată de bumbac pentru a lustrui suprafața lucioasă. În acest fel, galvanizarea nu va avea bule de aer și unde.

Proces de tratare a suprafeței: galvanizare/vopsea prin pulverizare/anodizare
După ce impuritățile de pe suprafața produsului hardware sunt tratate, este timpul să adăugați culoare. Acest proces se numește „electroplating”, iar produsul care a suferit acest proces se numește piese galvanizate.
Asamblare
Combinație de mâner și bază: Combinați partea mânerului și baza cu șuruburi sau catarame și asigurați-vă că legătura dintre fiecare parte este fermă și nu slăbită.
Test funcțional: După asamblare, efectuați un test funcțional pe mânerul ușii pentru a vă asigura că rotația, comutatorul și alte operațiuni sunt line și că nu există blocare.
